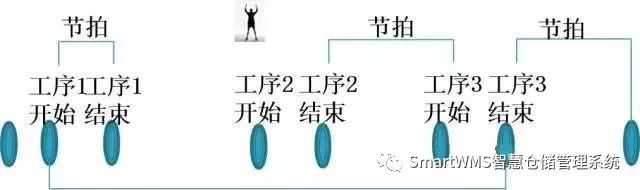
在制品的库存设定原则是根据节拍时间的长短而定。每个工序节点间的时间就是节拍,为了能够保证每个节拍的时间,是不是每个工序上得有在制品,至少一个,否则就会有停顿,有人会说不对,节拍有长有短怎么设定?瓶颈理论,需要最长时间的那个工序,你不能让它停。


看上面的两个状态,第一个状态中的工序A、B、C都有在制品(黑色)在运转,第二个虽然也在运转,可工序和工序间还放了库存(红色)。从最优化在制品库存的方式讲,显然第一个更好。但根据瓶颈理论,设备坏的风险和人的不确定性会引起停顿。所以说第一个状态是理想化的状态,第二个才是现实生活中的状态。
但需要设置多少水平的“红色+黑色”库存才安全合理就需要识别瓶颈工序,正常情况下,要测算出瓶颈工序走过的时间里每个工序不停顿的产出,计算这些产出的成本总和便是所有在制品的库存需求。当然你可以让非瓶颈的工序停下来等等瓶颈工序做完,这样非瓶颈工序旁就不会出现快而多的状态了,但企业往往不会让设备停顿以避免不必要的调试和人员呆滞情况。
这也是精益提升中碰到的问题:
在一个单元生产中,当其中一台设备停顿后,是否整个单元需要停下来?
如果能快速调试,是否可以让非瓶颈工序停顿以释放该工序的人员做